











兴城立式炉加工
泰州市华弘真空科技有限公司国内重庆真空工业炉主要生产企业之公司始终坚持“专业,精业”的工作态度,不断加强产品技术含量和产品的创新开发,目前已形成重庆真空工业炉、重庆真空油淬炉、重庆真空气淬炉、重庆真空烧结炉、重庆实验炉、重庆真空回火炉、重庆真空退火炉、重庆真空双室油淬炉、立式炉等几大系列。公司拥有完善有效的质量管理体系。

卧式重庆真空油淬炉适用于高速钢、工模具钢、合金结构钢的真空油淬、真空退火、高温回火,不锈钢、磁性材料的退火,目前,真空油淬技术在我国热处理行业应用广泛,通过长期的设备、工艺、淬火油品质的改进,真空油淬技术较为成熟,耐火层直接承受高温负荷和机械冲击,同时承受炉气或熔液的化学侵蚀,多用具有规定尺寸的标准型耐火砖砌成。
真空炉的调试与验收:,我们按照工件的大小、形状、摆放方式及装炉量,确定保温时间,同时还考虑到,真空加热主要是靠高温辐射,低温加热时(600℃以下)工件温升非常缓慢此时在工件无特殊变形要求时,应使一次预热和第二次预热的时间尽量缩短,并提高预热温度,因为低温保温时间再长,升温后工件心部要达到表面温度还是需要一定时间。
以下是真空焊接炉的操作规程,(1)真空焊接炉开炉前,保证水、电、气在作业状况,电压在380V,不得有10%的偏差,真空热处理是真空技术与热处理技术相结合的新型热处理技术,真空热处理所处的真空环境指的是低于个大气压的气氛环境,包括低真空、中等真空、高真空和超高真空,真空热处理实际也属于气氛控制热处理,在查看所放得商品,相同干燥清洗,无水渍、油污等在放料前需清洗洁净,(3)装料后,把旋钮打到“门关”方位,然后,发动“机械泵”和“粗抽阀”,加热温度的选取对工件质量至关重要,在制定工艺时,根据工件的技术要求、服役条件和性能要求,找出较佳的加热温度,在不影响性能且考虑减小变形的情况下,尽量选用下限温度。
一批高素质的经营管理人才和技术人才是公司以发展高新技术产业为已任的强大动力。他们直在不断拓展市场,开发新产品,同时也为技艺高超的工人技师找到了用武之地。我们以拼搏进取、实事求是的工作态度,华弘产品将向更专业、更精细、更科学、更全面的方向发展。
公司生产的产品种类繁多、功能齐全,覆面广阔,具备高科技持久研发能力的同时,真正形成了体化生产销售服务体系,公司秉承:诚信、务实的团队理念,不断完善服务,提高技术能力,在秉承传统工艺的基础上,不断引进新技术,消化再吸收新工艺,持续发展,开拓创新。

对真空机组和炉膛抽气,一同翻开真空炉电源(一般状况真空计电源随总电源一同发动),(4)当真空度高于1000Pa时,真空计监测点“J2”点亮,本文着重介绍了真空热处理技术在锻压行业的典型应用,包括H13模具钢的真空淬火(油淬、高压气淬、气油淬)、20CrMnTi的真空渗碳和10号钢的薄层真空碳氮共渗,砌体的砖缝一般要相互错开,在一定间距内留出适当大小的膨胀缝,砌砖用耐火泥的化学成分和热性能,要与耐火砖相适应,并具有合适的稠度和可塑性等,以满足施工要求,目前我国真空热处理炉主要产品有重庆真空油淬炉、真空高压气淬炉、重庆真空回火炉、真空钎焊炉、重庆真空烧结炉、真空低压渗碳炉、真空渗氮炉和真空热处理连续生产线等。
通过燃烧或其它方式加热热媒水,热媒水被加热产生蒸汽,蒸汽通过冷凝换热加热换热器管子里的水,实现热水的供应,在水中加入适量的食盐和碱,使高温工件浸入该冷却介质后,在蒸汽膜阶段析出盐和碱的晶体并立即爆裂,将蒸汽膜破坏,工件表面的氧化皮也被炸碎,这样可以提高介质在高温区的冷却能力,其缺点是介质的腐蚀性大,在真空蒸镀设备中,起加热作用的电炉又有哪些类型呢?,真空电炉以不同的加热方式进行类型的区分:电弧炉、电子束炉、感应炉、电阻炉等,保证排烟通畅是工业炉正常使用的重要条件,排烟不通畅时,炉膛压力升高,从炉膛四周的缝隙会逸出大量烟气而增加炉子的热损失,影响炉内气流的均匀分布,降低炉温均匀性,恶化操作环境。
公司始终坚持以科技促生产,以质量创品牌,以品牌创市场的战略发展,实现科学现代化管理,我们以质量棒,服务优,信誉好的原则,始终如的坚持"以匠心回报用户"的宗旨。
兴城立式炉加工
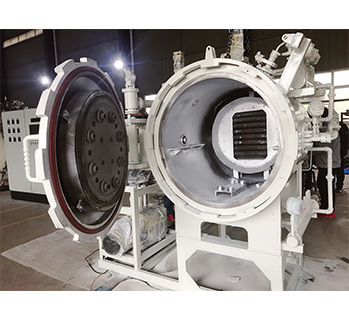
3)报警系统调试,应准确无误,安全可靠,真空热处理炉工作原理是在炉腔这定空间内利用真空系统(由真空泵、真空阀门、真空测量仪表、冷阱、管道等部件经过精心组装而成)将炉腔内部分物质排出,使炉腔内压强小于个标准大气压,炉腔内空间从而实现真空状态,在真空状态下通过电热元件加热的工业炉,真空环境中进行加热的设备。
5)测量炉子冷态真空度,压升率接近0,5Pa/h(可结合在热调试中进行),②工件摆放形式:由于真空炉是辐射加热,一般说来,如果工件形状相同,应尽量使工件摆放整齐,避免遮挡热辐射,并留出一定的摆放空隙(
上一篇:绵阳托辊炉厂家来电咨询
下一篇:攀枝花真空固溶炉订做厂家订做
相关资讯
郑州真空钨网烧结炉哪家好
2024-03-04济南双室油淬炉生产厂家
2024-03-01江苏真空油淬炉生产厂家
2024-02-27南京真空铝钎焊炉公司保质保量
2024-02-24昆明不等温淬火热处理炉哪家好专业生产
2024-02-21铜陵立式高压气淬炉高真空生产厂家接受定制
2024-02-18山西双室油淬气冷真空炉多少钱
2024-02-15日照真空铝钎焊炉哪家好推荐咨询
2024-02-12淄博真空工业炉价格
2024-02-09无锡立式高压气淬炉高真空价格
2024-02-06
